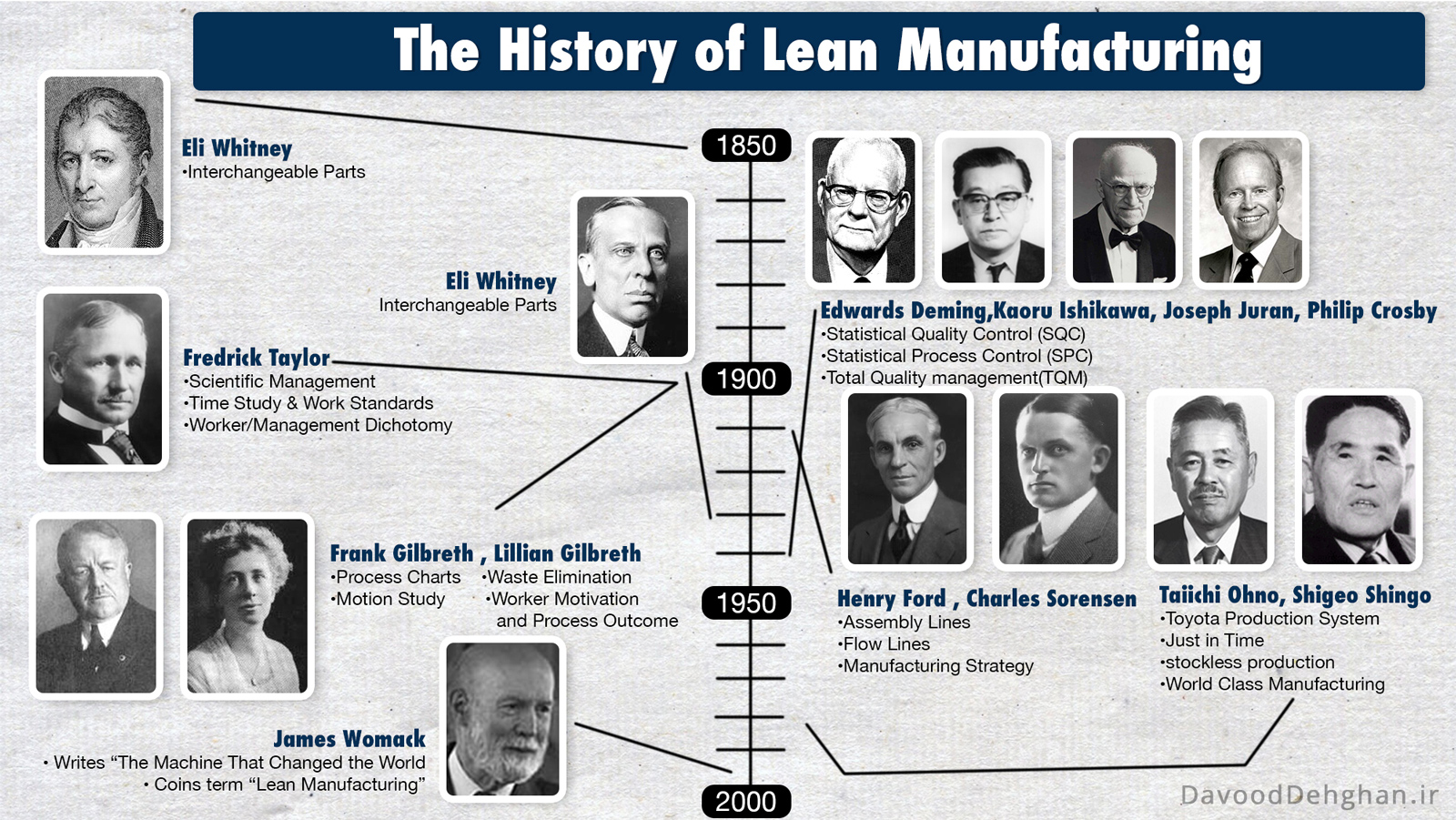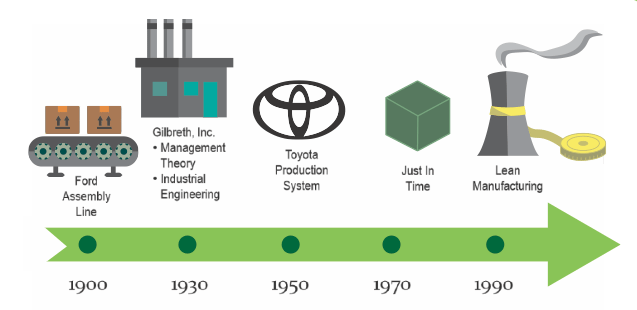
هر چند میتوان در دهه 1450 نمونههایی از تفکر صنعتی را مشاهده کرد اما هنری فورد نخستین کسی بود که واقعاً کل فرآیند تولید را یکپارچه کرد. وی این کار را در هایلند پارک و درسال 1913 از طریق ترکیب تعویضپذیری پیوسته قطعات با کار استاندارد و نقاله متحرک انجام داد تا آن چیزی را بیافریند که حرکت تولید نامیده بود و به عنوان خط مونتاژ متحرک شناخته میشود. البته از منظر مهندسی تولید، این اتفاق نتایج بس وسیعتری را در برداشت.
فورد تمام گامهای تولید را تا آنجا که ممکن بود یا استفاده از ماشینهای تککاره و گیجهای لازم بر اساس توالی فرآیند مستقر کرد تا بتوان ساخت و مونتاژ قطعات به خودرو را در چند دقیقه انجام داد و قطعات با اندازه مناسب را مستقیماً به خط مونتاژ منتقل ساخت. این اقدام وی حقیقتاً یک تحول انقلابی در سیستم آمریکایی عملیات کارگاهی بود. در سیستم قدیمی آمریکایی، ماشینهای چندکاره را بر اساس نوع فرآیند در یک جا جمع میآوردند و قطعات را ساخته و پس از انجام دوبارهکاریها و اندازه کردنهای مکرر در مراحل زیرمونتاژ و مونتاژ نهایی، به محصول متصل میساختند.
تاریخچه تولید ناب
زادگاه تولید ناب در شرکت تویوتا در جزیره ناگویا در ژاپن است. نخستین پیروزی خانواده تویوتا در صنعت ماشینآلات نساجی بود و در دهه 1930 به دلیل نیاز شدید دولت، شرکت مذکور وارد صنعت وسایلنقلیه موتوری گردید. در آن سالها، ای جیتویودا با مهندس شرکت، تایایچی اونو به آمریکا سفر کرده و از شرکت اتومبیلسازی فورد بازدید به عمل آوردند و نهایتا به این نتیجه رسیدند که اصول تولید انبوه قابلیت پیادهسازی در ژاپن را ندارد و این سیستم پر از اتلاف (مودا که لغتی ژاپنی است) است.

- برهمین اساس، آنها شیوه جدیدی از تولید که بعدها تولید ناب نام گرفت را ایجاد نمودند. این ایده تازه تحت مجموعه شرایطی ارائه گردید که ایدههای قدیمی دیگر کارا به نظر نمیرسیدند و برای رشد صنعتی کشور ژاپن غیر قابل کاربرد بودند. از پیشگامان این ایده میتوان به ای جی تویودا و تایایچی اونو اشاره کرد که پس از جنگ جهانی دوم بنیانگذار این رویکرد بودند. ژاپن به دنبال شناسایی دلایل پیشرفت آمریکا، به چند دلیل نمیتوانست مانند آمریکا تولید خودرو را به صورت انبوه داشته باشد. مهمترین این دلایل عبارت بودند از:
- کوچک بودن بازار
- تنوع
- نیاز مردم به خودروهای باری کوچک و بزرگ برای حمل محصولات کشاورزی
- خودروهای کوچک برای تردد در شهر با مصرف سوخت کم
در فرهنگ ژاپن تعویضپذیری کارگران و نیروی کار مورد قبول نبود و فقدان سرمایه کافی برای خرید وسایل، ماشینآلات و فناوری تولید انبوه نیز از دیگر مشکلات آن زمان بود.
از این رو تایایچی اونو اقدم به تغییر روشهای تولید غرب کرد و خیلی زود به محدودیتهای تولید انبوه دست یافت. این محدودیتها عبارت بودند از:
- گران بودن ماشینآلات و خطوط پرسکاری
- نیاز داشتن به وقت و مهارت خیلی زیاد برای تنظیم قالبهای پرس
- نیاز مبرم به دستگاههای پرس
تایایچی اونو برای غلبه بر این محدودیتها ایدههای جدیدی را ارائه داد که عبارت بودند از: استفاده از روشهای سادهتر برای تعویض قالب، تعویض قالبها در مدت کمتر و به طور پیوسته، بدین صورت که به جای اینکه قالبها هر سهماه یکبار تعویض شوند هر دو یا سه ساعت تعویض شوند. او برای این کار از غلطکهای مخصوص استفاده کرد و روش تنظیم قالب در درون دستگاه را ساده کرد.
با این کار دو مزیت ایجاد شد:
- هزینه حملونقل کمتر ناشی از تولید کمتر، شناسایی عیوب محصولات در مدت زمانی بسیار کمتر
- اصلاح سیستم و جلوگیری از اتلاف سرمایه و زمان
تایایچی اونو معتقد بود تولید انبوه غرب پر از اتلاف (مودا که لغتی ژاپنی است) است و تمام افرادی که خارج از خط تولید هستند هیچ ارزش افزودهای ایجاد نمیکنند. از اینرو با تشکیل گروههایی از کارگران و اختصاص سرگروه برای آنان این موضوع تا جایی پیش رفت که هر کارگر یا گروه میتوانست با استفاده از یک سیم که در هر دستگاه تعبیه شده بود خط تولید را متوقف کند تا هرگونه ایراد و اشکالی بر طرف شود. در مجموع با رفع عیوب و ترکیب مزایای تولید دستی و انبوه، سیستم تولید ناب ایجاد گردید.
ساکیشی تویودای بزرگ معتقد بود، هیچ فرآیندی را نمیتوان کامل نامید و همیشه جایی برای بهبود وجود دارد و همین اندیشه بهبود بود، که فرایند کایزن یا بهبود مستمر را در تویوتا نهادینه کرد.
تولید ناب در حال حاضر
هماکنون تویوتا، رهبر نمونه ناب جهان، به بزرگترین خودروساز جهان در سطح بازارهای جهانی مبدل شده است. این به معنای موفقیت در همه چیز است: افزایش فروش و سهم بازار در تمام بازارهای جهانی هدف و نه فقط در رهبری تکنولوژی تولید خودروهای هیبریدی.
این موفقیت مستمر طی دو دهه گذشته، باعث ایجاد علاقه شدیدی در همگان برای دانستن بیشتر درباره تفکر ناب شده است. هم اکنون هزاران کتاب و مقاله و سمینار درباره تفکر ناب منتشر میشود و بیشمار منبع نیز درباره این موضوع در دسترس است.
بنیان سیستم تولید تویوتا، فلسفه حذف کامل اتلافهاست! موسسین تویوتا معتقد بودند، شرایط ایدهآل برای تولید وقتی است، که ماشینآلات و افراد با هم کار کنند، تا بدون هیچگونه اتلافی ارزش افزوده ایجاد شود.
همچنانکه تفکر ناب به تمامی کشورها سرایت میکند، رهبران سازمانهای مختلف کوشیدهاند اصول و ابزارهای آن را از سطح کارخانه فراتر برند و به امور لجستیک، توزیع، خدمات، خردهفروشی، خدمات درمانی، ساختوساز بناها، امور نگهداری و حتی دولت نیز تعمیم دهند. در واقع، هماکنون بینش و روشهای ناب در حال ریشه دواندن در اندیشههای مدیران ارشد و رهبران در تمامی بخشها است.

پنج چرای معروف!
تایچی اونو، پیشتاز سیستم تولید تویوتا در دهه ۱۹۵۰، بر این باور بود، که بزرگترین مشکل وقتی است، که هیچگونه مشکلی وجود نداشته باشد. او بهطور مستمر به کارکنان میگفت به هر موضوعی که برخورد میکنید، پنج بار بپرسید «چرا؟» مثالی که خود او میزد؛ یک روبات جوشکاری بود، که در وسط کار متوقف میشود و با این پنج پرسش، ریشه مشکل به دست میآید.
1) چرا روبوت متوقف شد؟
زیرا مدار آن بیش از حد بار کشید و فیوز سوخت.
2) چرا مدار بیش از حد بار کشید؟
زیرا یاتاقانها به خوبی روانکاری نشده بودند.
3) چرا یاتاقانها خوب روانکاری نشده بودند؟
زیرا گردش پمپ روغن ناقص صورت میگیرد.
4) چرا گردش روغن به خوبی صورت نمیگیرد؟
زیرا خروجی آن با آشغالهای فلزی مسدود شدهاست.
5) چرا خروجی آن مسدود شدهاست؟
زیرا فیلتری روی پمپ وجود ندارد.
بدین ترتیب پاسخ مشکل پیدا میشود. گرچه ابداعگر اصل پنج چرا، ساکیشی تویودا بود، ولی اونو این اصل را توسعه داد. اونو معتقد بود، علت ریشهای مشکلات را کشف کردن، خود عامل و کلید حل مشکلات بعدی است… دادهها در تولید مهم است، اما واقعیت، مهمتر است. پس باید عمیق نگاه کرد و به ریشه رسید.
سیستمهای تویوتا
در سیستم تولید تویوتا، موارد زیر بسیار سرآمد و جالب توجه است:
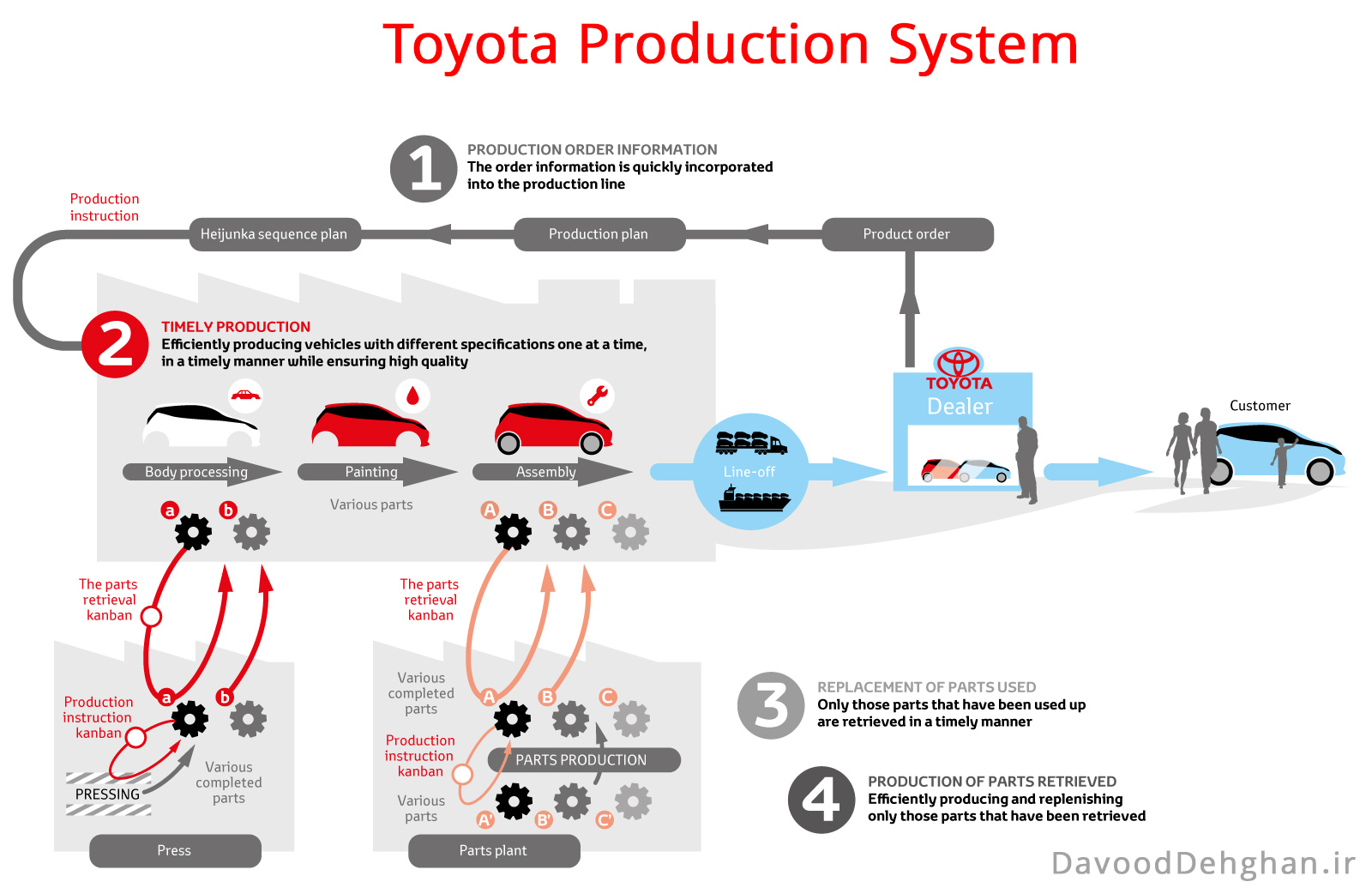
روش راهبردی سامانهی بهنگام (Just in Time)
همانند مغازههای خواروبار فروشی که امکان انبار کردن بیش از حد گوجهفرنگی را ندارند، تویوتا نیز احتیاجی به داشتن قطعاتی اضافه بر تعداد خودروی تولیدی را برای هر روز ندارد و بنابراین دقیقا همان مقداری را که در هر روز لازم دارد تولید و تهیه میکند. با اینکه این موضوعی بدیهی است اما در زمان خودش انقلابی در صنعت محسوب میشد.
تولید به هنگام روشی است، که در آن هر قطعه، درست در هنگامی که به آن نیاز است، تولید میشود و هیچ مقداری در انبار وجود ندارد.
به عبارت دیگر، سؤال این است: چه چیز نیاز است؟ چه وقت نیاز است؟ چه مقدار نیاز است؟
بدین ترتیب میتوان اتلافها را حذف کرد و بهرهوری را افزایش داد. با صفر کردن موجودی انبار، هزینههای نگهداری کالا در انبار حذف میشود. لازمه این کار ارتباط بسیار قوی با تأمینکنندگان قطعات و مدیریت صحیح زنجیره تأمین است.
ایده تولید به هنگام، توسط تایچی اونو به خوبی توسعه داده شد. شاید ایده اولیه طرح چنین رویکردی، کمبود فضا و امکانات تولید در بخشی از کارخانه تولید موتور خودرو بود، که کیشیرو تویودا در کارخانه ریسندگی پدر خویش راه انداخته بود.
کانبان
کانبان یک سیستم متفاوت و متمایز کنترل است. وقتی در ایستگاه کاری به قطعهای نیاز است، این نیاز اطلاع داده میشود و سپس قطعه به سرعت تولید و حمل میشود، به گونهای که وقفهای در تولید پیش نیاید. کانبان یک لغت ژاپنی است، به معنی کارت، بلیط و علامت.
کانبان در سیستم تولید تویوتا ابزاری است، برای مدیریت جریان و تولید مواد. به کانبان، روش سوپرمارکت نیز گفته میشود، زیرا ایده اولیه از فروشگاههای تجاری بزرگ گرفته شده که از کارتهای کنترل استفاده میکنند و کلیه اطلاعات مربوط به محصول مثل اسم، کد، محل انبار و مانند آن، در کارت نوشته میشود.
جیدوکا
این مفهوم توسط مؤسس تویوتا، ساکیشی تویودا مطرح شد. جیدو به مفهوم اتوماسیون است و جیدوکا یعنی اتوماسیون با نگرش انسانی؛ یعنی ماشینی که به آسانی حرکت میکند و تحت پایش و نظارت یک اپراتور است. جیدوکا بر دیدن مسائل تمرکز دارد و به ساخت محصولات بسیار کیفی منجر میشود. در این دیدگاه کیفیت باید در طی فرایند تولید به دست آید.
MVP داشتند وقتی MVP داشتن مد نبود!
در شرکت تویوتا بیشتر کارهای مهندسی شرکت در دههی ۱۹۳۰ با سعی و خطا انجام میشد. با توسعهی فناوریهای پیشرفتهای چون ریختهگری الکتریکی و تولید فولادهای جدید، شرکت تویوتا در ابتدا یک نمونهی اولیه میساخت و سپس به فکر تغییرات این نمونهی اولیه میافتاد و این سیکل تکرار میشد.
خط تولید در کشتی
شرکت تویوتا در حدود 50 سال پیش خودروها را به صورت CKD درون کشتی در بنادر آمریکا مونتاژ میکردند و به آمریکا میفرستادند.